
松原Q345E轻型工字钢 轧三 30B工字钢 焊接性能好
松原Q345E轻型钢 轧三 30B钢 焊接性能好关于测定方法可参考有关的试验方法标准,在此仅对部分项目给予简单说明。脂肪含量脂肪是切削油中的油性添加剂,是划分切削油类别的一个重要指标。脂肪在切削油中可起到降低摩擦系数、减少具磨损的作用(对防止后面的磨损尤为有效)。加有较多脂肪的切削油特别适合于有色金属以及切削量不大但产品精度及光洁度要求高的场合(如精车丝杠)。一般可用皂化值来大致判定其脂肪含量。切削油中脂肪含量过高或其质量控制不当,容易在机器上形成粘性物质造成机件运动不灵活,严重时会变成漆膜即所谓“穿黄袍”。

轧三特钢,钢也称为钢梁(英文名称 Universal Beam),是截面为形状的长条钢材。钢分普通钢和轻型钢。是截面形状为型的型钢。
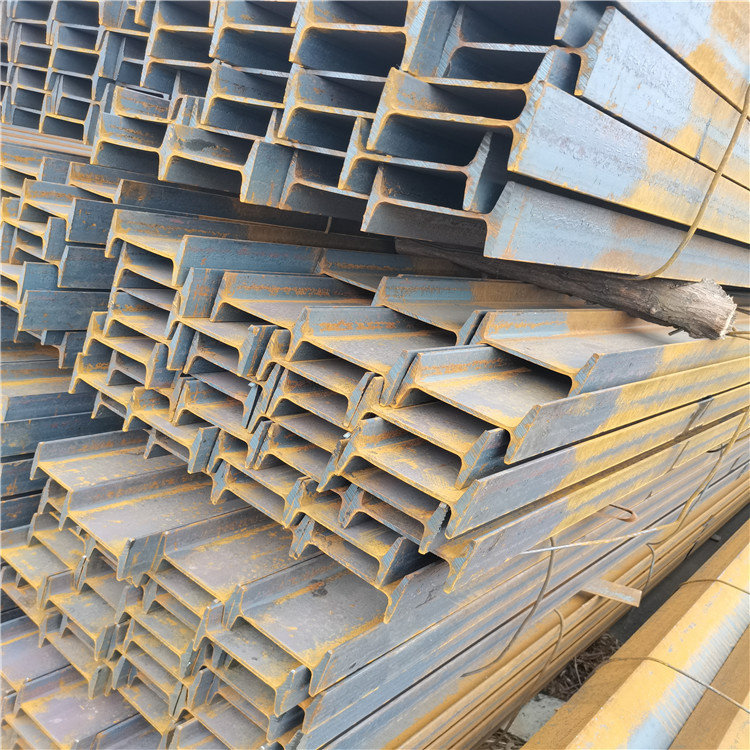
钢主要分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。在相同高度下,轻型钢翼缘窄、腹板薄、重 量轻。宽翼缘钢又称H型钢,断面特点是两腿平行,且腿内侧没有斜度。 它属于经济断面型钢,是在四辊轧机上轧制的,所以又称“钢”。
轧三特钢钢的规格是用腰宽的厘米值来表示的,如10号钢,其腰宽为10cm。钢的种类有热轧普通钢、轻型钢和宽平行腿钢(H型钢 示为 0~No.63,腿内侧壁斜度为1:6。轧制钢的孔型系统有直轧孔型系统、斜轧孔型系统和混合孔型系统。此外,钢还可以采用特殊轧法。


松原Q345E轻型钢 轧三 30B钢 焊接性能好有时也称等温淬火。该工艺可用于要求变形小,韧性高的合金钢工件。、已知GCr15钢精密轴承的工艺路线为:下料锻造超细化机淬火冷回火稳定化。简述其中超细化,淬火,冷,回火和稳定化等主要热工艺参数(加热温度和冷却方法)和采用该工艺的目的。预备热:15度乘2~3min,高温固溶后再3 炉冷至6度出炉空冷,有利于提高淬火后获得细小针状的马氏体组织,并可提高冲击韧度,耐磨性和疲劳强度。经过分层制粒工艺之后造成的颗粒结构是,多孔的铁矿石分布在颗粒的中心位置,而致密的铁矿石将石灰石和多孔铁矿石隔离,作为中间的过渡层。在烧结制粒过程中,混合的石灰石比例、料层高度和制粒的湿度保持不变。为避免烧结料层的透气性恶化,焦粉中粒径<4mm的比例应控制在10%以下。通过控制石灰石和石英的量将SiO2含量和碱度分别控制在5%和1.9。分层制粒的效果。采用高磷铁矿对烧结操作的影响外滚焦制粒时,随着多孔的高磷铁矿石的比例增加,过湿层的透气性并没有发生明显的变化,然而燃烧层的透气性发生了明显的退化,整个料层的压降增加。
轧三特钢,型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。钢广泛地应用于建筑或 其他金属结构。
普通钢,轻型钢,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,这就使其在应用范围上有着很大的局限。钢的使用应依据设计图纸的要求进行选用。
在结构设计中选用钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的钢进行使用。
松原Q345E轻型钢 轧三 30B钢 焊接性能好常用的阀杆材料有以下几种。碳素钢用于低压和介质温度不超过3℃的水、蒸汽介质时,一般选用A5普通碳素钢。用于中压和介质温度不超过45℃的水、蒸汽介质时,一般选用35 碳素钢。合金钢用于中压和高压,介质温度不超过45℃的水、蒸汽、石油等介质时,一般选用4Cr。用于高压、介质温度不超过℃的水、蒸汽等介质时,可选用38CrMoALA渗氮钢。用于高压、介质温度不超过57℃的蒸汽介质时,一般选用25Cr2MoVA铬钼钒钢。
钢其规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号钢,表示高为18 cm的钢。若高度相同 的钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm