
东莞切割Q345C热镀锌工字钢 40A工字钢 可加工定制
东莞切割Q345C热镀锌钢 40A钢 可冷轧板带钢生产方法分为单片轧制和成卷轧制两种方法。单片轧制。单片轧制 早采用二辊式轧机,目前多用四辊式冷轧机。四辊冷轧机按其轧辊运转方向可分为可逆式和不可逆式。采用不可逆式四辊轧机进行单片生产时,轧制操作是由人工逐张将钢板喂入轧机,全垛钢板轧完一道次后,用吊车将板垛吊送到轧机前,进行下一道次的轧制,如此循环进行,直到轧成规定的成品尺寸时为止。采用可逆式轧机时,则轧制操作有两种,一种是每一张钢板在轧机上往返轧制,直到轧制成 终的成品尺寸,然后再进行第二张钢板的轧制。
今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。


东莞切割Q345C热镀锌钢 40A钢 可这个从软化到熔融的矿石软熔层与焦炭层间隔地形成了软熔带。一般软熔带的上边界温 00℃。在软熔带内完成矿石由固体转变为液体的变化过程以及金属铁与初渣的分离过程:还原出的金属铁经部分渗碳而熔点降低,熔化成为液态铁滴,脉石则与低价铁氧化物和锰氧化物等形成液态初渣。滴落带。软熔带以下填满焦炭的区域,在软熔带内熔化成的铁滴和汇集成渣滴或冰川流的初渣滴落入此带,穿过焦柱而进入炉缸。
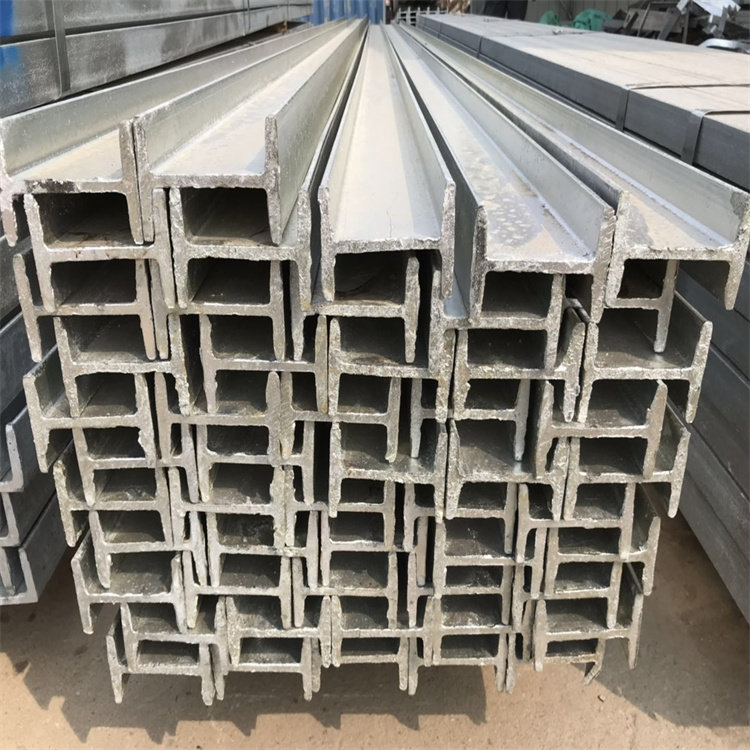
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b) 即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
东莞切割Q345C热镀锌钢 40A钢 可人类在不断进化,不断认知新世界。世纪9年代,纳米产品闯进世人生活,不断有大量信息向人们展示纳米技术给生活带来的奇妙变化。正如科学院纳米科技项目 科学家白春礼院士所说,“一个崭新的纳米的世界给人类的将是不同于以往任何经验的东西”。纳米技术是21世纪关注的重大关键技术之一,也是信息技术、生命科学、分子生物学、新材料等研究的技术基础。在西方,美国人认为纳米科技会成为21世纪经济发展的发动机。
可提升臂的优点是便于钢包与中间包之间的长水口保护浇注操作;控制、调节长水口的插入中间包钢水液面的深度;钢包水口不能自动打时,便于钢包工烧氧引流。2中间包中间包整体结构形状为三角形,该形状在中间包本体受热膨胀后可防止耐火材料附着在中间包本体上。内部设置挡渣坝、挡渣墙及水口稳流装置,确保中间包内合理的钢水流场(温度场、夹杂物上浮与分布场)。在中间包钢水注入点的两侧设置两个溢流口,其高度为85mm,便于放渣、换渣操作,稳定和控制中间包覆盖剂的冶金效果;控制中间包的渣层厚,减少中间包钢水被污染的程度,提高连铸坯的洁净度。3电动机械塞棒系统电动机械塞棒系统用于调节和控制中间包水口钢流,实现钢水自动浇注。浇操作既可以由操作工手动完成,也可在操作工控制下由自动化系统完成。自动浇通过顺序启和关闭中间包水口完成,结晶器液位控制系统同时控制塞棒和拉矫机同步,一段时间后拉矫机按预定加速度运转、浇速达到预定值。自动浇注状态下,从液位控制系统接收到的信号经PLC后反馈到塞棒组件的控制电机上,浇注时浇速保持不变,通过塞棒控制结晶器钢水液面。4结晶器和足辊管式结晶器在设计上考虑避免铜管因高温作用而产生 性变形。否则,结晶器管变形后会造成其寿命明显缩短,并对铸坯产生较深的振痕和形状缺陷。为防止变形,高温度作用下的铜管严格被限制在只能沿其纵轴上自由膨胀。铜管与水套间隙保持在3.25mm,保证水缝内的高速水流以降低铜管温度,避免产生水沸腾。同时,在足够水压作用下,可防止铜管壁温度过高会造成严重结垢,影响铜管的传热效果。结晶器底部设有两排足辊,调节范围±2.5mm,足辊的作用是引导引锭杆进出结晶器,可以避免引锭杆划伤铜管,减少铜管磨损和降低浇注条件变化对铸坯质量造成的影响。