
- · 德阳303厚板研磨料质优价美
- · 安康AISI4340圆钢~~优惠客户
- · 现货进入##达州hc340la钢板查看实况
- · 西工区钢轨 西工区重轨 西工区轻轨 际钢轨厂
- · 2024欢迎访问##景德镇DMS-TSC14-250-3-400V##股份集团-光波网
- · 乌海S15700轧带钢库存销售好
- · 绍兴45cr钢板##业绩上月提升2成
- · 邵阳县钢塑复合管 邵阳县镀锌钢管 邵阳县镀锌管 邵阳县螺旋钢管 #2024更新中
- · pvc楼面防水卷材
- · 东力防雷PVM3-D20/385DF4II-B10060-100KA-4P-420V葫芦岛市
- · 广西C46500当天发货##上海博虎特钢180.0199.2776
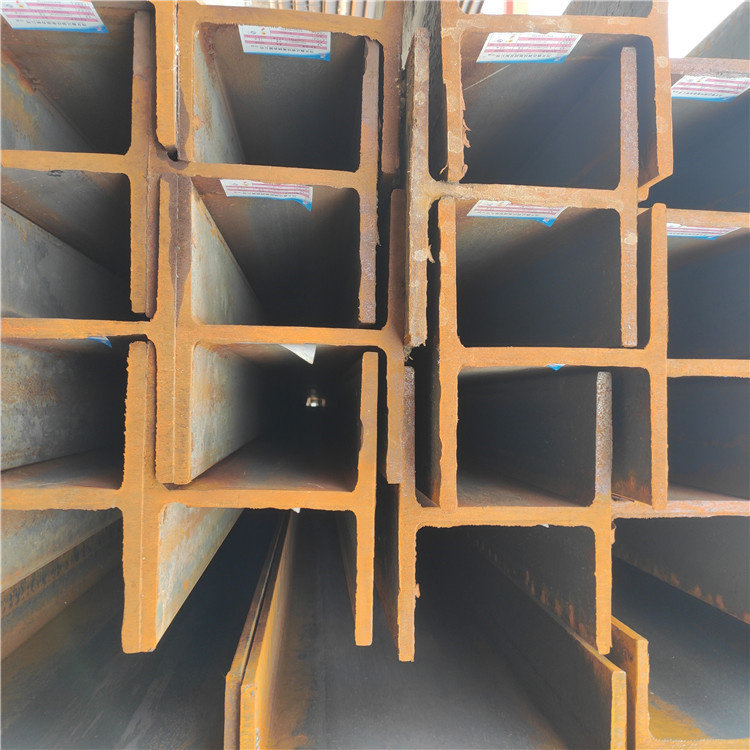
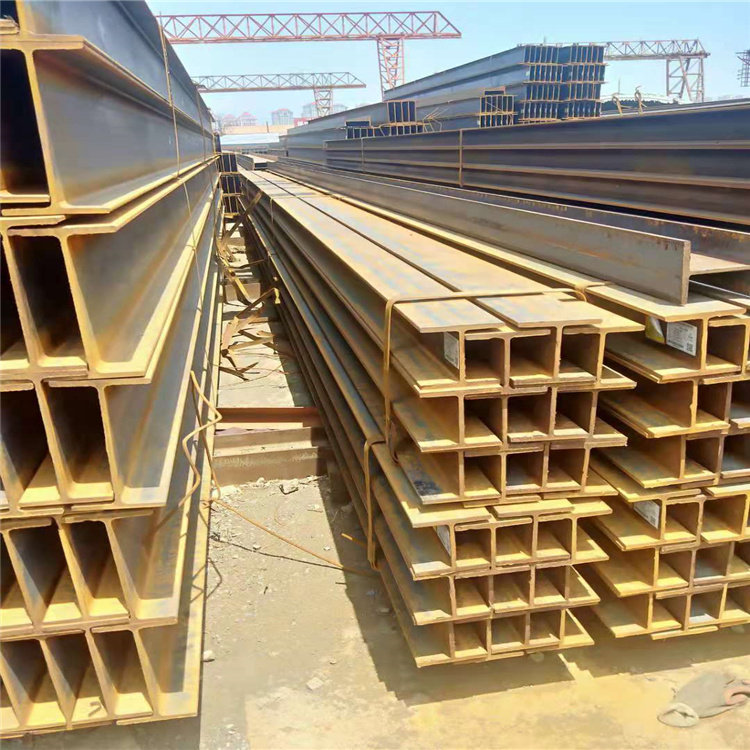
594*302*14*23H型钢 晋中镀锌H型钢 各种机器构件用


武钢生产镀锡板采取的是电镀锡工艺,这些镀锡板好像镜子一样,光鉴照人,就像诗人描写的:“轧钢工人巧手绘锦帐,千万面银镜送给心爱的姑,你知道不知道,在那爱牌洗衣机上,有我们汗水的芬芳”。镀锌板的生产工艺有两种,一种是热镀锌,一种是电镀锌。那貌不惊人包装特别的是硅钢片,它们用在发电设备、机电设备、轻工、食品和家电上。用镀锌板作为基材,在反面涂上各种涂料就成为彩色涂层钢板。由于工艺先进,涂层十分牢固,可以直接用于家电产品和作装饰材料。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在7 称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大 H型钢 晋中镀锌H型钢 各种机器构件用初步估算本工程设计冷负荷指标约为1W/m2,设计热负荷指标约为5W/m2,按照一期1万平方米计,同时使用系数定为.9,则合计空调系统冷负荷为9kW,热负荷为45kW。定水源热泵机组制冷工况下的C.O.P.值约为4.3,制热工况下的C.O.P.值约为2.6,则地表水在制冷工况下需带走的热量为1193kW,在制热工况下需的热量为2769kW,。根据《研发基地简介》,废坑塘注水造水面约15亩,水深平均为3.5m,该水体的总蓄水量为3.5×15m3。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边 *23H型钢 晋中镀锌H型钢 各种机器构件用出钢时可以将碳含量控制在高碳铬轴承钢的下限,炉外精炼增碳量很小,方便操作;要求初炼炉钢液低氧化合低温化,防止氧化渣入钢包。LF钢包精炼炉LF精炼目的:脱氧、降硫、合金化、调整成分,控制合适的浇注温度。轴承钢的中心任务:脱氧。LF加热前,用铝对钢液沉淀脱氧,然后加热、调整钢液成分、调整精炼渣成分、氩搅拌;快速造碱性渣——脱氧脱硫;底氩控制——过大,钢渣反应过分激烈和钢液对耐火材料冲刷严重,氧化物和钛化物进入钢液;过小钢液温度、成分以及钢渣反应都不均匀,不充分,脱氧产物不能充分上浮;合适的底氩制度:精炼前期以较大的氩气压力搅拌;后期以较小的氩气压力搅拌——使钛含量在精炼过程中基本稳定,同时可使硫含量和氧含量活度不断下降。常用作承受中等动载荷的受磨零件,如变速齿轮、齿轮轴、十字销头、花键轴套、气门座、凸等。高淬透性合金渗碳钢,如12Cr2Ni4A,18Cr2Ni4W等,合金元素总含量约在4~6%之间,淬透性很大,经渗碳、淬火与低温回火后心部强度高,强度与韧性配合好。常用作承受重载和强烈磨损的大型、重要零件,如内燃机车的主动牵引齿轮、柴油机曲轴、连杆及缸头精密螺栓等。下面以2CrMnTi合金渗碳钢的汽车变速齿轮为例,说明其热工艺的确定和工艺路线的安排。CrMnTi钢制汽车变速齿轮的整个生产过程的工艺路线如下:锻造→正火→齿形→局部镀铜→渗碳→预冷淬火、低温回火→喷丸→磨齿。齿轮毛坯在机械前需进行正火,其目的是改善锻造状态的不正常组织,以利于切削,保证齿形合格。CrMnTi钢正火后的硬度为17~21HBS,切削性能良好;渗碳温度确定为92℃左右,渗碳时间根据所要求的渗碳层厚度(1.2~1.6mm)确定为6~8h;渗碳后,自渗碳温度预冷到87~88℃直接油淬,经2℃低温2~3h后,其力学性能为:σb≈1MPa,ψ≈5%,AK≈64J;其表面层由于碳含量较高(渗碳后达1.%左右),在淬火、低温回火后获得回火马氏体组织,具有很高的硬度(58~6HRC)和耐磨性;心部在淬火、低温回火后获得回火低碳马氏体组织,具有高的强度和足够的韧性。