
安康Q345E工字钢 轧三 30B工字钢 机械设备租用
安康Q345E钢 轧三 30B钢 机械设备租用热镀锌:是在加热融化的锌液内浸镀,生产速度快,镀层厚但不均匀,市场允许的厚度45微米,可达3微米以上。颜色较暗,消耗锌金属多,与基体金属形成渗入层,耐蚀性好,室外环境下热镀锌可以保持几十年。热镀锌也称热浸锌,是将钢铁工件经过除油、除锈,呈现出无污、浸润的表面,立即浸入到预先将锌加热融熔了的镀槽中去,在工件表面形成一层锌镀层的方法。冷镀锌则是将同样经过了除油、除诱,呈现出无污、浸润的工件挂入专门的电镀槽里的阴极上,阳极用锌。

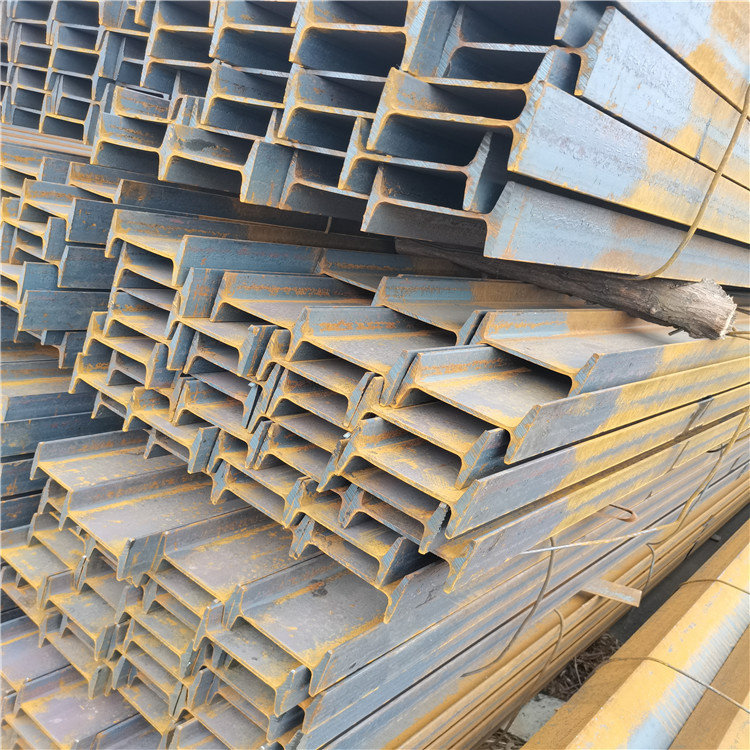
轧三特钢,钢也称为钢梁(英文名称 Universal Beam),是截面为形状的长条钢材。钢分普通钢和轻型钢。是截面形状为型的型钢。

钢主要分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm。在相同高度下,轻型钢翼缘窄、腹板薄、重 量轻。宽翼缘钢又称H型钢,断面特点是两腿平行,且腿内侧没有斜度。 它属于经济断面型钢,是在四辊轧机上轧制的,所以又称“钢”。
轧三特钢钢的规格是用腰宽的厘米值来表示的,如10号钢,其腰宽为10cm。钢的种类有热轧普通钢、轻型钢和宽平行腿钢( m,表示为 0~No.63,腿内侧壁斜度为1:6。轧制钢的孔型系统有直轧孔型系统、斜轧孔型系统和混合孔型系统。此外,钢还可以采用特殊轧法。

安康Q345E钢 轧三 30B钢 机械设备租用再者及时放渣有助于渣铁的分离。炉渣在炉内停留时间长,渣中TiO:在高温条件下生成TiC,TiN等高熔点化合物,这些化合物以固体状态浮于液体渣中,使炉渣枯度增大,造成渣铁分离困难。及时放渣对排出碱金属和降低铁损具有重要意义。5改善焦炭热性能改善焦炭的热性能向焦炭中添加钝化剂( 等),可以改善焦炭的热性能,尤其是中等强度焦炭的改善效果较明显。其机理是 对焦炭的二氧化碳溶损反应具有负催化剂作用,焦炭中的碳与二氧化碳反应。自攻钉工艺与原料质量自攻螺钉的生产大致分为制坯、冷镦成型、搓丝和成品螺钉渗碳淬火等四个工序。分别对盘条性能与各工序生产及产品质量间关系进行分析。坯工序通常采用工艺为:∮6.5mm盘条→机械剥 丝→热(7℃~72℃/4~5.5h)→罐冷→出罐→精拔∮3.55~2.25mm钢丝。粗拉拔减面率7~85%,精拉拔减面率1%。影响该工序生产的主要问题是原材料的冷拔断裂、钢丝硬化速率快、拉丝模消耗大。
轧三特钢,型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。钢广泛地应用于建筑或 其他金属结构。
普通钢,轻型钢,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,这就使其在应用范围上有着很大的局限。钢的使用应依据设计图纸的要求进行选用。
在结构设计中选用钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的钢进行使用。
安康Q345E钢 轧三 30B钢 机械设备租用熔覆工艺条件为单脉冲量5J,频率4Hz,脉宽5ms,焦距2mm,光斑直径2mm,扫描速度1.1~5.mm/s。结合纳米材料,有关 认为,材料的表面氮化温度可以利用表面纳米化技术而大幅度下降,从而使表面氮化技术的适用面大大拓宽;同时也说明通过表面纳米化技术可以实现材料表面结构选择性化学反应。这一成果显示了纳米技术对传统产业技术的升级改造具有重要的推动作用。编后语感悟多多在众多的先进技术中,此次应用于铁岭阀门的技术只是精密成形技术中表面工程技术。
钢其规格以高×腿厚×腰厚表示,也可用号数 表示规格的主要尺寸。如18号钢,表示高为18 cm的钢。若高度相同 的钢,则可在号数后面加注角码a或b或c予以表示,如36a、36b、 36c等。它分为普通钢、轻型钢和宽翼缘钢。按翼缘与腹板高度 比又分为宽幅、中幅、窄幅宽翼缘钢。前二者生产的规格为10—60号,即 相应的高度为10 cm—60 cm