
伊春40*70镀锌六角管小口径八角管材质全
伊春40*70镀锌六角管小口径八角管材质全
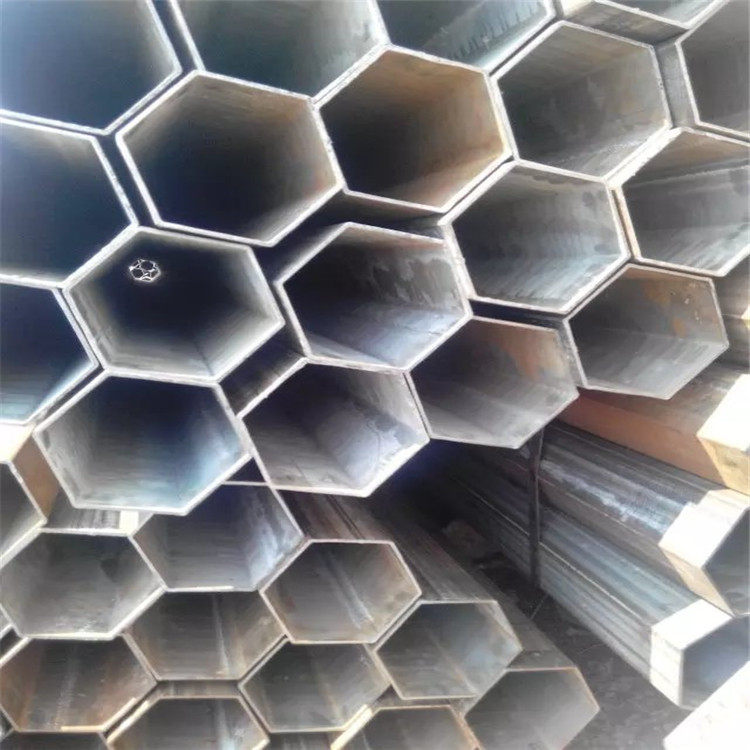
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。椭圆异型管,一般是在圆形管的基础上挤压成鸭蛋形状,椭圆异型管分为正椭圆和平椭圆,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个短面成圆弧状。主要广泛用于石油、化工、、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于机械零件和工程结构。对于异型管维护方法?

山东鑫悦达钢铁有限公司秉承追求更高的质量,保持合理的价格,贴心的服务的经营理念,愿为您的朋友和依赖的合作伙伴。目前我公司已取得一些好的成绩,但是面对时代的挑战,我们也必定竭力以赴,秉承“铭求质量,竭诚服务"的企业方针,永恒“科技兴企,科技强企”的战略,致力发挥品牌效应,发展以高品质产品为载体,创新的理念与实力的积蓄,使我们迈入企业发展的里程中,坚持敢为人先,以人为本。竞争促进发展,发展意味着创新。我们尚未得好,持续是我们永恒的目标,我们将以坚持不懈的奉献精神和专业的产品、低廉的价格竭诚为您服务,望广大新老客户前来洽谈业务。
伊春40*70镀锌六角管小口径八角管材质全另一方面,我国高炉比较国外先进水平高出50kg/tHM~100kg/tHM, 重要的原因之一是 没有得到充分利用。提高 利用率,可以有效降低吨铁比,其中,控制好 流的三次分配是提高 利用率的关键。高炉炼铁技术发展路径展望在分析、总结我国高炉炼铁存在的问题后,杨天钧对今后我国高炉炼铁技术持续发展的路径提出了一些建议。一是实现精料。精料不仅仅是原高强度、高品位的问题,同时包括高温冶金性能、成分及性能的稳定、有害元素的含量、粒度均匀等诸多方面。

我们将与您携手共铸辉煌生产特点:多品种高精度交货快。本公司位于山东聊城汇通物流园,坚持信誉良好、质量保障;用户至上的原则,竭诚为广大用户服务,欢迎广大新老客户与我公司洽谈合作。企业理念:始于客户需求终于客户满意公司郑重向您承诺:保证以好的质量,低的价格,完善的后服务,来答谢新老客户。本库没有的规格可提前电话,保证按时到货。

5、酸洗钝化能力有限:酸洗钝化膏并并不是全能的,对等离子切割机、数控火焰切割而产和灰黑色氧化皮,较难去除。6、为要素导致的刮伤情况严重:在起吊、运送和构造生产过程中,磕磕碰碰、拖拖拉拉、捶击等人为失误导致的刮伤情况严重,促使金属表面难度系数增加,并且也是解决后造成生锈的关键缘故。7、机器设备要素:在铝型材、板才卷弯、钣金折弯全过程中,导致的刮伤和皱褶也是解决后造成生锈的关键缘故。
服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、 的产品、低廉的价格、完善的服务。郑重承诺:保证以好的产品、 的质量、好的价格、完善的服务来答谢新老顾客的信赖。*批零兼营。*顾客可以随意挑选所需的长度或其他要求代订各类钢厂合同或特殊规格。调剂本库暂缺的规格,并省去您奔波采购的辛劳。*代运输,量大可直发您的地点。*节日不休息,随到随提。
伊春40*70镀锌六角管小口径八角管材质全
然而,仅有极少数的不锈钢钢种,可以藉由热来改变其强度与材质结构。不锈钢之所以不易生锈,是因其含有铬,在钢表面上形成一层致密的氧化铬保护膜,厚度约1~5A﹝1A=1-8cm﹞。这薄薄的一层,却扮演着罩铁布衫的功能,在一般的大气或有水的环境下,它可以防止腐蚀性的气体或液体向内侵蚀,进而保护内部的材质不受侵害;更神奇的是,如果这层保护层受到外界以机械式﹝如刮伤﹞或化学式的损伤,在一般大气下或有氧的环境下,就有自行修补的能力,以保护内部不被继续腐蚀。般规定1.1网架的方法应根据网架受力和构造的特点,在满足质量安全、进度的和经济效果的条件下,结合施工单位的施工技术条件综合确定。装方法选定后,应分别对网架施工阶段的吊点反力、挠度、杆件内力、提升或顶升时支承柱的稳定性和风荷载下网架的水平推力等进行验算,必要时进行加固。论采取何种施工方法,在正式施工前均应进行试拼装及试,当确认无误后方可进行正式施工。工准备2.1网架目前常用的为高空散装法,时需要承重脚手架配合,脚手架的搭设需进行计算并经主管部门审批方能进行搭设;台搭设采用钢管扣件式脚手架,立杆间距不小于1.5m×1.5m,横杆间距不小于1.5m;面杆间距.4m,脚手板满铺并扎牢,脚手板净距.1m,立杆伸出高度必须.1m,搭设必须设双向剪撑及扫地杆,前方设防护栏杆。3搭设高度:顶标高低网架下弦球底标高约.3m。台周围必须有安全防护设施,安全网及安全栏杆,并有供施工人员上下的通道或扶梯。埋件的轴线偏差、相对标高及表面平整度需进行复测。每个埋件必须标明相应的标高,放好轴线,网架施工前对轴线进行复测,超过规定要进行修正。工工艺流程3.1根据图的编号,垫好垫实下弦球的平面,把下弦杆件与球连接并一次拧紧到位。杆与上弦球应形成一个向下四角锥,腹杆与上弦球的连接必须一次拧紧到位,腹杆与下弦球的连接不能一次拧紧到位,主要是为上弦杆起松口服务。3上弦杆顺序就由内向外传,上弦杆与球拧紧应与腹杆和下弦球拧紧依次进行。工工艺操作要点4.1在整个网架过程中,要特别注意下弦球的垫实、轴线的准确、高强螺栓的拧紧程度、挠度及几何尺寸的控制。装中对支架必须有足够的强度和刚度,垫下弦球节点到规定标高,可以略微高出规定值。意事项5.1认真好预埋件高差,并控制在规程、设计范围之内;装的网架成为稳定体以后,支顶点拆除时尽可能同时拆除速度必须一致;或按照5.3网架自重挠度曲线分区按比例降落,每次约降1mm。